- Blog
- November 30, 2021
Manufacturing and Data Analytics: Challenges and Opportunities

- Blog
- November 30, 2021
Manufacturing and Data Analytics: Challenges and Opportunities
Like any other industry, the manufacturing sector has its share of challenges that need to be addressed day-in and day-out. Although not all issues are easily solved, a good number of those may be overcome through the implementation of technology.
Technology intervention isn’t new. The advent of the conveyor belt overhauled how the assembly line would function from that point forward: ever-so-seamlessly! Likewise, timers, counters, fork lifts, robotic arms, etc., have helped in the evolution of process-based industries (such as the manufacturing sector).
The digital age has seemingly brought along many opportunities that businesses can leverage to make good on their investments. However, the industry still must contend with known as well as newer challenges – some technology-related while others not.
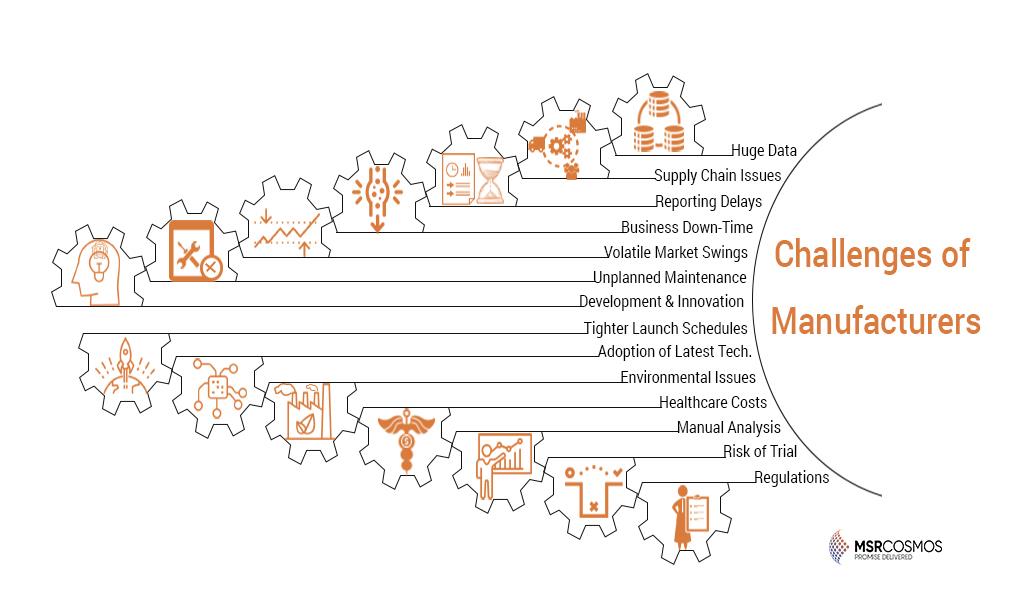
Let’s take a look at some of the key considerations and challenges facing manufacturers today.
1) Adoption of latest technologies
Much of the industry’s functioning is process-driven and involves a great deal of human intervention. Therefore, it is relatively more difficult to adopt technologies such as cloud computing, etc., into day-to-day operations of manufacturing units as compared to other business domains.
Plus, manufacturers simply cannot afford frequent process breaks. Business downtime resulting from software installation and upgrades or bug-fixing (especially those bugs found during initial/trial versions) makes adopting new technologies a challenging proposition.
2) Environmental issues
The industry faces the most scrutiny when it comes to environmental issues. Unless something drastically improves their operations that can help reduce its adverse effects on the environment, this remains a big hurdle in the sustainable growth of the business.
3) Regulation requirements
The manufacturing industry is highly regulated because this is one sector that still employs a good number of humans (despite much automation) to complete various processes. As a result, it inadvertently exposes itself to safety risks (to humans) arising from industrial accidents.
4) Complete visibility of the supply chain
The supply chain is as critical to the manufacturing sector as the assembly line. However, it is not always easy to get full visibility into SCM; thus, issues related to compliance may creep in beside losses going undetected.
5) Product Development & Innovation
Don’t they say, “Innovate or die?” A free-market culture rules this age of constant globalization. Hence, it is paramount that manufacturers also constantly innovate in order to stay relevant and compete. But innovation and new product development don’t come easily, as the aim is always to maximize profits while keeping risks to the bare minimum.
6) Healthcare costs
Employee safety is not just a regulatory requirement, it is a fundamental value that every industry needs to instill in its culture. Almost all do, even if it means additional cost. However, that cost is heightened if there are no proper systems such as alerts, precautions, pre-emptive measures, etc., which can lead to severe mishaps. Thus, balancing the budget to address this aspect (healthcare) of their functioning at all times is critical for business owners.
7) Balanced maintenance
Ensuring labor safety and conformity to various regulatory requirements warrants preventive maintenance of manufacturing units. But keeping all the equipment well-oiled and functioning while also ensuring there’s minimum disruption to business operations is one of the biggest and challenging tasks for manufacturers.
8) Faster time-to-market
One may have a better product than its competition, but if it doesn’t reach the target customers in time, then even the best product is bound to play catch-up (with that of the competitor’s). That means manufacturers have a very short time span within which to launch their products—or risk losing out to competition. There’s also the risk of the product being rendered redundant or even obsolete.
Therefore, a very tight product launch schedule often leaves manufacturers susceptible to mistakes or quality discrepancies.
9) Market Volatility
In a highly competitive market where there’s a deluge of information available to the customer, it is imperative that market players live up to their customers’ expectations as well as raise the quality bar for the competition. However, market volatility greatly constrains continuous product performance, thus impeding business performance.
10) Huge Data & Manual Analysis
In a predominantly process-driven industry such as manufacturing, it is important that all stakeholders are well-versed in the functioning of the business. It helps that the various processes involved in manufacturing create innumerable data points that can be used for effective reporting and decision support systems. Historically, manual analysis (audits and statistical reports) was relied upon by decision-makers for various purposes. However, manual analysis is not only inherently time-consuming and risk-laden (human errors), it is also ill-equipped to unearth insights that can help businesses with effective decision-making.
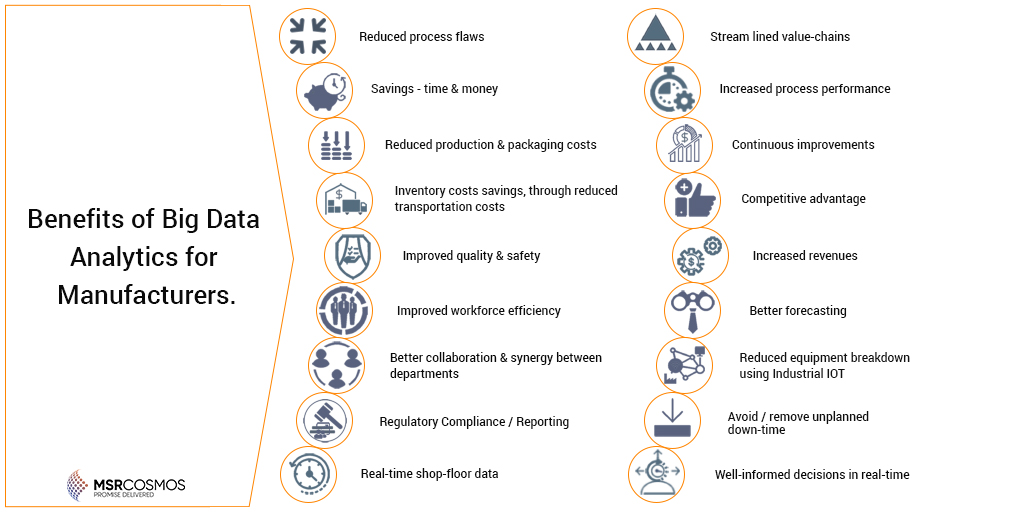
1) Reduced Process Flaws
Data analytics can greatly improve assembly-line efficiency. For example, a pin-point defect scan can help in defect elimination leading to vastly improved quality and increased productivity. Likewise, there are many areas where analytics can deliver savings for the business vis-à-vis cost and time.
2) Reduced Cost of Production & Packaging (by almost half)
Product modelling, through analytics-backed simulations, helps reduce errors and corrections during product development, thereby aiding quality improvement of the product as well as the packaging. As a result, this can save cost, time, and effort for manufacturers.
3) Massive Savings in Inventory & Management Costs
Real-time insights and visibility into inventory along the supply lines, as well as delivery route optimizations, helps in bringing down warehousing cost by almost a fifth.
4) Improved workforce efficiency
Real-time shop floor data helps improve collaboration and synergy between departments, thereby greatly improving workforce efficiency.
5) Regulatory Compliance
Data analytics can be effectively used to ensure regulatory compliance. For example, digressions or patterns, or even the slightest hints of non-conformity to standard procedures or protocols, could be spotted well in time to nip the potential default in the bud. Furthermore, data or records of adherence to regulations can be suitably captured for due reporting.
6) Better forecasting
Predictive modelling helps in better forecasting of a host of business aspects that can help stakeholders take appropriate steps towards preparedness for meeting the eventualities that were forecast.
In effect, you get actionable insights.
Big data analytics equip business owners with the power of actionable insights with which they can ensure that many aspects of their business are suitably taken care of. Streamlining value chains, achieving continuous product/process improvements and increased sales and revenues, gaining competitive advantage, avoiding/eliminating unplanned downtimes or disruptions are but a few of the benefits that one can achieve through historical and real-time analysis of business data. Above all, making informed and timely decisions is key for business improvement and growth of any organization – and data analytics helps in doing just that.
Summing it up:
Your business benefits from data and analytics Business remains ever-relevant in an increasingly digital and fast-paced world
- Reduced product risks by simulating effective models before start of production
- Proactive/reduced maintenance is ensured
- Benefits of ‘sales trend analyses’ realized
- Improved supply chain visibility and productivity
- Predictive insights into customer requirements and reduced complexity, so you can deliver what customers want, and do it faster
Ask for a free assessment of your data and analytics maturity by MSRCosmos. Contact us to help you design the roadmap to realize the full benefits of data analytics.
Email:info@msrcosmos.com
T:+1 925 399 4218